Ribba och laminera
Senast uppdaterad den 9 januari 2022, 65 kommentarer
relingsribba | kölribba | bordläggning | limning | ytterstävar | slipning | grundstryk | glasfiberväv | andra strykningen | tredje strykningen | lyft av kanoten
Relingsribban:
Om dina ribbor är för korta måste relingsribban skarvas innan den monteras. Enklast är att limma en skarvbit (7-8 cm lång) på insidan av skarven (du kan slå bort den och slipa rent när skrovet är färdigt). Vill du snobba gör du en snedlask – hyvla ribborna till kilform och limma. Skarven måste vara minst 6 cm lång. Men eftersom det inte finns några funktionella fördelar och det efteråt är svårt att se hur skarven är gjord, är det nog allt lite överambitiöst. 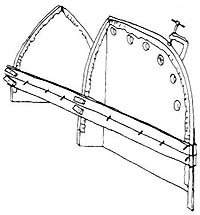
Montera relingsribban med nederkanten mot markeringen på spanten och stävarna. Kika längs ribban att den följer en mjuk kurva utan knyckar. Justera tills du är nöjd. Om någon markering inte stämmer riktigt så strunta i det – det är viktigare att relingen beskriver en vacker linje. Kolla med vattenpasset att båda relingarna hamnar på samma höjd vid alla spant. När allt stämmer, limmar du först den ena ribban mot stävarna och sågar av utskjutande ribba tvärs med stäven. Limma därefter den andra ribban. Häfta med 14 mm klammer i spant och stävar.
På kanadensare med kraftigt uppsvängda stävar går det ibland inte att pressa upp relingsribban i stävarna (eller ner eftersom båten ligger upp och ner). Låt den istället hitta sin egen kurva, men var noga med att sidorna blir symmetriska. Efteråt bygger du upp stävarna med några korta ribbor, som du sedan sågar ut den riktiga relingslinjer ur.
För korta och knubbiga kanoter kan det vara enklare att börja med en ribba i vattenlinjen och jobba mot relingen och kölen från den.
Kölribban
 Därefter limmar du kölribban på plats på samma sätt. Anslutningen till stävarna syns på ritningen. Det vanligaste är att fälla ner kölribban i ett urtag i stäven så att ovankanten på kölribban och ovankanten på stäven ligger i samma höjd. Ta ett par hyveltag på sidorna av kölribban (halvmetern närmast stäven) så att den går steglöst över i stäven.
Därefter limmar du kölribban på plats på samma sätt. Anslutningen till stävarna syns på ritningen. Det vanligaste är att fälla ner kölribban i ett urtag i stäven så att ovankanten på kölribban och ovankanten på stäven ligger i samma höjd. Ta ett par hyveltag på sidorna av kölribban (halvmetern närmast stäven) så att den går steglöst över i stäven.
Bordläggning:
Nu börjar det roliga. Allt du gjort hittills har bara varit förberedelser. Bordläggningen förvandlar råvarorna till en båt.
Sågad ribb: enklast är att inte limma någonting förrän hela skrovet är klart, som den fortsatta beskrivningen visar.
Profilfräst ribb: limma med vitlim efterhand som ribborna monteras.
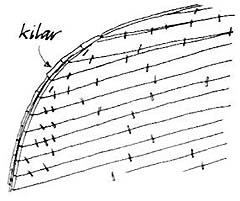
Montera ribborna en i taget men limma ingenting än. Börja häfta midskepps med ett klammer i varje spant medan du håller ihop ribborna hårt med handen. Jag brukar sedan sätta en rad med klammer mellan spanten också för att inte ribborna skall glida i sidled. Jobba symmetriskt på båda sidor så att inte spänningen drar båten skev. 2-3 ribbor på ena sidan, sedan andra.
Många vill undvika klammerhålen. Det går men det tar tid eftersom det då bara går att limma en ribba i taget. Ribborna kan hållas på plats med hjälp av tejp, gummilina eller limklämmor. Skydda kanten på ribborna med en träbit (en bit ribba om du använder profilfräst ribb). Räkna med att bordläggningstiden flerdubblas. Fundera på om det är värt det.
Är det svårt att få ribborna att bli på plats mot stävarna med bara häftklammer går det bra att limma med vanligt vitt snickarlim (fuktbeständigt) och hålla dem på plats med en limklämma tills limmet härdat (ca 20 minuter).
Se till att inga skarvar hamnar bredvid varandra – minst två hela ribbor mellan ska det vara. Ju längre från varandra skarvarna hamnar desto snyggare och starkare skrov. Sätt helst häftklammerna symmetriskt i raka rader – det ser snyggast ut efteråt (som exakt centrerade kopparnitar i en klinkbyggd jolle).
Ibland håller inte klammer tillräckligt i spånskivan. Sätt då en 25 mm spik, helst genom en bit kartong eller masonit, så är det lättare att dra upp den sedan utan att skada träytan. När du kommer upp mot slaget och ribborna måste vridas och böjas samtidigt är det viktigt att ribborna pressas ner ordentligt mot spantet. Tänk på att en höjdskillnad på 1 mm mellan två ribbor gör att du måste slipa bort 1 mm på utsidan och 1 på insidan. Då har du förlorat 20 % av bordläggningens tjocklek! Ingen katastrof men onödigt jobb. Nick Schade i USA (Guillemot kayaks) skriver glatt att – ”råkar du slipa genom bordläggningen limmar du bara på en bit på insidan och slipar jämnt” och värre än så är det ju egentligen inte.
 Korta breda skrov kan innebära speciella problem. Vid övergången mellan stäv och köl kommer ett par, tre ribbor som är nästan omöjliga att vrida på plats. Det är ingen idé att bråka för mycket med dem – låt dem följa sin egen kurva och såga till ett par kilar att fylla gliporna med. Efter några besvärliga ribbor lättar det igen, så hav tröst. Ibland kan det vara bättre att avsluta ribbningen i slaget när ribborna börjar bli bångstyriga och ribba det sista från kölen och utåt, parallellt med kölribban, eller att iställer börja vid vattenlinjen och jobba uppåt och neråt från den.
Korta breda skrov kan innebära speciella problem. Vid övergången mellan stäv och köl kommer ett par, tre ribbor som är nästan omöjliga att vrida på plats. Det är ingen idé att bråka för mycket med dem – låt dem följa sin egen kurva och såga till ett par kilar att fylla gliporna med. Efter några besvärliga ribbor lättar det igen, så hav tröst. Ibland kan det vara bättre att avsluta ribbningen i slaget när ribborna börjar bli bångstyriga och ribba det sista från kölen och utåt, parallellt med kölribban, eller att iställer börja vid vattenlinjen och jobba uppåt och neråt från den.
Använder du breda ribbor (över 20 mm) och/eller bygger ett kort, brett skrov, får du vara på din vakt mot att ribborna buktar ut mellan spanten. Tendenser till detta måste stoppas direkt annars blir skrovet omöjligt att slipa jämnt. Tryck in den buktande ribbans överkant (lite för mycket eftersom den fjädrar tilbaka en aning) medan du häftar nästa ribba så brukar det ordna sig. Fungerar det inte kan du avbryta ribbningen i slaget och börja ribba från kölen istället – kanske inte riktigt lika snyggt men effektivt.
De sista ribborna måste sågas till rätt form i båda ändar. Enklast tycker jag det är att fästa ribban i några spant mitt på skrovet, hålla änden av ribban i rätt läge över kölen och låta en tunnbladig såg följa kölribban. Då brukar den passa – åtminstone efter en liten stunds träning. Ibland får man dra sågen en eller ett par gånger genom fogen. Alternativt, när ingen ser på, ta till ”The Carpenter's Rule: Cut to fit - beat into place” (såga till passform – slå den på plats). Har man sågat för mycket är det trevligast att byta ut ribban mot en ny. Quick-and-dirty-byggaren sparar tid genom att fylla glipan med epoxy eller trycker ner en fanérbit med lim på. Funktionellt? Ja, utan tvekan. Snyggt? Njae, men inte många kommer att upptäcka det. Beauty is in the eye of the beholder.
När hela skrovet är bordlagt är det dags för en visuell kontroll av jämnhet. Ser båda sidor exakt lika ut? Är skrovformen jämn, vacker och utan svackor eller pucklar? En för låg ribba (tunn) kan försiktigt knackas ut från insidan tills den stämmer. En för hög (tjock) ribba däremot får slipas eller hyvlas ner efteråt. Nu är det dags att ett par steg tillbaka – om du har plats – pusta ut och njuta av anblicken. Så här långt inser även den mest inbitne skeptiker att projektet är fullt genomförbart – och dessutom roligt. För gamla båtbyggare var sista bordläggningsplankan ett viktigt steg i båtens tillblivelse. Den firades ordentligt. När du har drömt färdigt är det dags att limma.
Limning:
OBS! Det här gäller bara om du inte limmat ribborna efterhand.
Är det kallt i bygglokalen fungerar det bäst om skrovet värms upp rejält (gärna upp mot 25-30°) innan du börjar – då blir epoxin lättflytande och sugs sedan lätt in i fogarna. Enklast görs detta med en kupévärmare under skrovet.
Blanda en skvätt epoxy (eventuellt med en aning slipdamm eller microfiber för att fylla bättre) och stryk ut den över skrovet med en engångspensel.
Blanda inte mer än ca en deciliter åt gången – med för stor volym finns risk för en exoterm kedjereaktion som blixthärdar hela satsen till en glödhet rykande klump. Behöver du av någon anledning blanda större satser är det bäst att hälla över dem på ett grunt fat så att kylytan blir större.
Gnugga ungefär som om du skurar golv så att epoxyn tränger in överallt, men utan att trycka så hårt att du rubbar ribborna. Bry dig inte om att penseln kanske släpper hår som en hund i maj eller att epoxyn skummar av behandlingen. Du behöver inte vara rädd att epoxyn inte tränger in tillräckligt i fogarna. Lamineringsepoxy är gjord för att leta sig in mellan cellerna i trävirket och även om du är aldrig så duktig kommer få av dina fogar att vara tätare än de en eller två tusendels millineter som är det normala cellavståndet i granevirke. Problemet är snarare de mindre lyckade fogarna. Du behöver förmodligen lite epoxy med microfiber för att spackla igen en och annan glipa som den tunna epoxyn inte förmår fylla. Glöm inte plasthandskarna när du jobbar med epoxy. Får du ändå epoxy på huden är det lätt att tvätta bort med ljummet vatten och tvål om du tar det direkt.
Ytterstävar:
Jämna till stävarna med hyvel och/eller sandpapper. Såga till några ribbor att limma som ytterstävar. För kajaken med mjukt böjda går det bra med två bordläggningsribbor, men 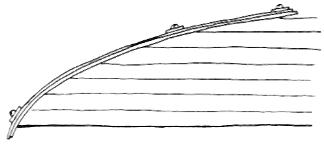 för andra måste de vara tunnare för att klara böjen. För stävar med liten krökning är det enklare att anväda en massiv sågad stävprofil. Limma och fäst med tillfälliga skruvar och eller skruvtvingar/limklämmor. Pensla först ändträet på bordläggningsribborna med epoxy utan filler (annars sugs epoxyn in i träet och fogen får dålig hållfasthet) innan du stryker förtjockad epoxy på stäven.
för andra måste de vara tunnare för att klara böjen. För stävar med liten krökning är det enklare att anväda en massiv sågad stävprofil. Limma och fäst med tillfälliga skruvar och eller skruvtvingar/limklämmor. Pensla först ändträet på bordläggningsribborna med epoxy utan filler (annars sugs epoxyn in i träet och fogen får dålig hållfasthet) innan du stryker förtjockad epoxy på stäven.
När limmet härdat, tag ut skruvarna, plugga hålen och slipa ytterstäven. Gör detta i rätt ordning
- Börja med att forma sidorna så att de blir en fortsättning av bordläggning och köl.
- Titta sedan på stävens profil. Stäv och köl skall bli en mjuk böj utan knyckar eller ojämnheter – justera med hyveln eller sandpapper.
- Runda till sist stäven till önskat utseende. I de flesta fall är ca 5 mm radie ganska lagom.
Slipa bordläggningens utsida:
Detta är det andra momentet som kräver lite extra noggrannhet och tålamod. Tänk på att efteråt är det ingen som ser hur lång tid det har tagit – bara om det är riktigt gjort. Allra först måste alla spikar, häftklammer och skruvar avlägsnas. Försök att skada träytan så lite som möjligt – epoxyn armerar ytan så den tål en hel del. Sedan fyller du eventuella glipor mellan ribborna och spik- och skruvhål med en blandning av epoxy och slipdamm (granslipdamm så att färgen blir rätt – och framför allt mörknar i samma takt).
Sedan skall all epoxy bort från träytan. Du kan använda en hyvel du inte är alltför rädd om, en färgskrapa eller grovt slippapper. Jag brukar ta epoxin med en grov sliprondell i en vinkelslip. Det går fort men är inte helt utan risker – lite ouppmärksamhet kan orsaka fula gropar 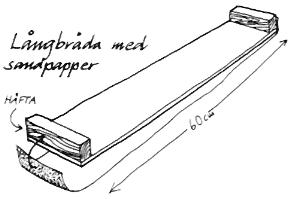 (prova först på något du inte är rädd om). I det här momentet skall du inte slipa trä (epoxi är mycket hårdare än trä – försöker du slipa allt på en gång blir det lätt vågigt och ojämnt). Det är bara epoxyn på ytan som skall bort (stanna medan det ännu blänker lite om oslipad epoxi i skarvarna). Slipmärkena efter rondellen tar jag bort med en bandslip med 40-papper längs fibrerna – fortfarande utan att gå ner i träet.
(prova först på något du inte är rädd om). I det här momentet skall du inte slipa trä (epoxi är mycket hårdare än trä – försöker du slipa allt på en gång blir det lätt vågigt och ojämnt). Det är bara epoxyn på ytan som skall bort (stanna medan det ännu blänker lite om oslipad epoxi i skarvarna). Slipmärkena efter rondellen tar jag bort med en bandslip med 40-papper längs fibrerna – fortfarande utan att gå ner i träet.
Dags för lite teori: har du sett till att ribborna ligger an mot spantmallarna har du ett i praktiken perfekt format skrov nu. Det är bara ribbornas kanter som sticker ut lite och skall slipas ner. Det innebär att ribbornas mittlinje är en viktig referens som skall vara kvar så länge som möjligt. Slipjobbet går därför främst ut på att runda skrovets kantighet. Om det däremot finns stora avvikelser på grund av ojämn ribbtjocklek, ribbor som släppt från mallarna eller ocentrerade kantfräsningar blir naturligtvis jobbet ett annat – då handlar det om att skulptera fram ett jämnt skrov ur råmaterialet.
Vid allt arbete med slippapper gäller att byta papper så fort det inte längre biter. Ett slitet papper polerar träet och täpper igen porerna så att efterföljande ytbehandling inte tränger in som den skall. Dessutom kan epoxy mjukna av friktionsvärmen och bli seg.
Det pratas ibland om att hyvla ytan jämn istället. Bland möbelsnickare finns en gammal föreställning att slipning dödar ytan genom att mätta porerna med damm och att en skuren yta är vackrare och mer levande. Även om jag sympatiserar med tanken är det inte funktionellt att hyvla ett kanotskrov. För det första växlar fiberriktningen i ribborna, vilket innebär att hyveln hugger och skapar skador som är nästan omöjliga att reparera osynligt (bladet måste vara mycket vasst – vilket det inte är länge eftersom limmet fördärvar skärpan). För det andra kan skapa hyvlingen nya problem – ett rakt hyvelblad skapar istället nya plana ytor där det är lätt att tappa den naturliga referensen i ribbornas mitt. Sickling kan däremot vara ett, om än inte så praktiskt, alternativ till den inledande behandlingen.
Därmed är det dags för handslipning. Börja med grovt 40-papper (köp slippapper i rulle – inte i ark) på en långbräda. Handslipning är att föredra framför maskinslipning av flera skäl:
- Det är lättare att få ytan jämn.
- Det går fortare att få ytan jämn.
- Det dammar mindre.
- Det väsnas mindre.
- Det ger förträfflig motion åt de muskler du behöver för att paddla.
Slipa med fibrerna – inte tvärs. Använd andningsskydd (absolut nödvändigt om epoxyn har härdat mindre än en vecka). Slipningen är inte till för att åstadkomma en len yta utan för att ta bort ojämnheter i ytan. Maskinslipar har för liten slipyta och förvärrar bara problemen. Bra ljus är viktigt för att kunna se ojämnheterna. Ha gärna en flyttbar lampa så att du kan lysa längs med bordläggningen och avslöja svackor.
Nästa steg är att med 80-papper på långbrädan ta bort alla repor från det grövre papperet – naturligtvis även nu längs med fibrerna.
Gå nu noga över skrovet och titta efter småskavanker – gropar, svackor etc. En lampa lågt över ytan avslöjar ojämnheterna. Små svackor på tiondels millimeter kan åtgärdas genom lite mer slipning. Men ibland finns svackor så djupa att det tar bort för mycket skrovtjocklek att slipa bort dem – och tar väldigt mycket tid. Dessa kan fyllas med plastiskt trä eller en epoxy-slipdamm-blandning och slipas jämna med långbrädan. Några byggare har lyckats rätt bra med att använda tixotrop epoxy (epoxy som fått stå tlls den börjar härda) och sedan spacklats över svackan. Är svackan en ribba som över en kortare eller längre sträcka ligger djupare än ribborna runt om, kan en fungerande nödlösning vara att limma en ny ribba utanpå den gamla och därefter slipa ner den till jämn yta.
För den avslutande finslipningen går det bra att använda slipmaskin igen (planslip eller excenterslip). Kör över hela ytan med 120-papper. Håll jämn fart och jämnt tryck på slipen för att inte orsaka ojämnheter. Jag brukar stanna med 120-pappret, men en del andra byggare som rekommenderar ett varv med 240-papper. Det handlar om avvägning mellan tid och resultat – jag har mycket svårt att se skillnaden på det färdiga skrovet.
Grundstryk med epoxy:
Grundstryker gör man främst för att mätta träytan så att efterföljande epoxiskikt stannar i väven och inte försvinner in i träet. Därför är det viktigt att man är extremt snål med epoxi. Min metod är att hälla epoxi på botten av skrovet och sedan arbeta ut det snabbt med en gummiskrapa (gummispackel). Tryck hårt och var brutal – går det mycket mer än en deciliter för hela skrovet har du varit onödigt generös. När epoxyn härdat, slipa av lätt med ett 120-papper, för att få bort eventuella ojämnheter som väven kan fastna i.
Många byggare tycker det är enklare att använda en korthårig målarrulle istället för gummispackeln. Jag tycker det fungerar bra, men föredrar ändå spackeln – det känns som om jag har bättre kontroll på epoxymängden nät jag skapar än när jag rollar. Men det har kanske med handlaget att göra.
Grundstrykningen betyder mycket för att få en låg slutvikt på kanoten. Utan det finns en risk att det går flera deciliter epoxi i onödan innan träet är så mättat att epoxin kvar stannar i väven.
OBS! Vid låga temperaturer (13-14 grader och neråt) kan vissa epoxysorter ge en fetaktig utfällning under härdningen. Denna försämrar vidhäftningen av följande skikt och kan ge blåsor och delamineringar längre fram. En tydlig signal är att sandpappret sätter igen vid slipning. Händer det måste hela ytan tvättas noggrannt med ljummet vatten. Använd inte lösningsmedel för detta: risken är att lösningsmedlet fördelar föroreningen över hela ytan när det avdunstar, och för övrigt innebär de flesta lösningsmedel betydande hälsorisker.
Glasfiberväv:
 Lägg nu ett lager glasfiberväv (twillvävd, 155-165 grams) över skrovet och släta ut noga så att inga rynkor finns kvar. På kanoter med ”snälla” skrovformer (t ex Kavat, Smart och Nomad) går det att jämna ut väven utan att klippa. På kanoter med tvära stävar fungerar inte detta. Klipp då slitsar efter behov och vik väven över stäven. Klipp bort överfödig väv – klipp en centimeter nedanför relingen. Spara de bortklippta bitarna.
Lägg nu ett lager glasfiberväv (twillvävd, 155-165 grams) över skrovet och släta ut noga så att inga rynkor finns kvar. På kanoter med ”snälla” skrovformer (t ex Kavat, Smart och Nomad) går det att jämna ut väven utan att klippa. På kanoter med tvära stävar fungerar inte detta. Klipp då slitsar efter behov och vik väven över stäven. Klipp bort överfödig väv – klipp en centimeter nedanför relingen. Spara de bortklippta bitarna.
Häll ren epoxy mitt uppe på kölen och arbeta ut den med en gummispackel (som skall vara vit! En byggare berättade att hans svarta gummiskrapa lämnade mörka missfärgningar som inte gick att få bort). Slipa av hörnen på skrapan så att den inte hakar i väven. Arbeta epoxyn ut mot stävarna och ner mot relingen. För aldrig skrapan i motsatt riktning – då uppstår rynkor i väven. Dra först ut epoxin med lätt hand och låt den sedan vila medan du fortsätter över nya ytor. Efter ca 5 minuter har epoxin vätt ut väven helt (väven syns inte längre) och förankrat den mot underlaget. Då kan du gå tillbaka och ta i lite hårdare och dra bort överskottsepoxin.
Skulle det uppstå rynkor eller veck kan det med lite tur gå att släta ut dem med handen (plasthandskar!), men oftast är epoxyn för seg och det blir bara ännu värre av försöken att rätta till – bättre då att låta det vara och sickla bort vecket när skrovet är klart och härdat.
Arbetet med gummispackeln syftar främst till att få bort all luft ur glasfibern. Varje glasfiberknippe i väven består av ca 400 tunna fibrer (ca 1/100 mm tjocka). Väven är behandlad med ett kemiskt bindemedel (vanligen silan) som håller ihop vävstrukturen under hanteringen och hindrar väven att ta upp fukt, men som också stänger in luft. Det krävs ganska kraftigt tryck med gummispackeln för att pressa ut all luft. Ett framgångsrikt laminat kräver att alla fibrer är helt omslutna av epoxi. Instängd luft kan senare skapa luftbubblor under ytskiktet när den utvidgas i starkt solsken, och luften reflekterar ljus som innebär att väven inte blir helt transparent.
Väven skall bli helt indränkt – inga vita fläckar och inga synliga trådar. Samtidigt får inte epoxyskiktet bli för tjockt, för då flyter väven upp till ytan, får ingen kontakt med träet, ytan blir ojämn och får sämre hållfasthet och epoxin rinner. Idealiskt är att väven är fylld till 3/4. Håll ett öga på ytan efterhand som du jobbar. Blir det kvar blanka fläckar efter 10-15 minuter har du för mycket epoxy just där.
Nu är det dags att använda de bortklippta vävstyckena. De stora trianglarna passar perfekt för en bottenförstärkning och slitskydd – en i var ända. Bäst är att laminera fast dem i den ohärdade epoxyn (mindre epoxyåtgång) men det går också att laminera dem när skrovet härdat. Lägg också vävremsor (gärna klippta på diagonalen - då är de lättare att forma över stävarna) runt stävarna, pensla på epoxy och släta ut. Förmodligen dras det ut lite trådar ur remsorna. Låt dem vara och sickla bort dem efteråt.
Förstärka med extra glasfiber?
Glasfiber har tämligen hög densitet. För mycket extra ökar vikten märkbart. Jag rekommenderar ett par extra lager runt stävarna och någon decimeter in under botten, en remsa längs botten (eller alternativt dubblera hela botten med de bortklippta bitarna som nämdes i förra stycket). Vidare kan det vara bra med en 10-15 cm bred remsa under akterdäcket bakom sittbrunnen (där man kanske sitter i samband med i- och urstigning), en liknande remsa under däcket en halvmeter framför sittbrunnen (för att ta upp tyngden av en vattenfylld kajak i samband med räddningsmanövrar) och en bit i sittbrunnen där man sätter fötterna när man kilver i och kanske en liten bit där man nöter med hälarna under paddling.
Höj inte värmen under härdningen – det finns risk att luften i träet utvidgar sig och trycker ut blåsor under väven. Vill du förbättra härdningen med värme bör skrovet värmas upp innan epoxistrykningen och sedan låta temperaturen sakta sjunka under härdningen.
Andra strykningen:
Syftet med andra lagret är att fylla väven så att ytan blir jämn och slät. Försök inte bygga  upp tjocklek nu – det resulterar bara i att epoxyn rinner. Jag tycker det är lättast att föra på epoxyn med en pensel eller tunn roller och eftersläta med en gummiskrapa. Slipa av ytan med ett 120-papper när epoxyn härdat. En sickel är ett utmärkt alternativ till sandpapper för det här momentet. Den är lätt att hålla vass med ett par tag med en fil och den sätter inte igen (ett löst blad till en mattkniv, använt som en sickel fungerar också bra, liksom ryggsidan av ett bågfilsblad. Flera byggare har sicklat med glasbitar med utmärkt resultat.) Torka rent med en fuktig trasa och fingranska ytan noga. Är den slät kan du gå direkt till tredje och sista epoxylagret. Syns vävens struktur fortfarande blir det kanske nödvändigt med ytterligare en mellanstrykning.
upp tjocklek nu – det resulterar bara i att epoxyn rinner. Jag tycker det är lättast att föra på epoxyn med en pensel eller tunn roller och eftersläta med en gummiskrapa. Slipa av ytan med ett 120-papper när epoxyn härdat. En sickel är ett utmärkt alternativ till sandpapper för det här momentet. Den är lätt att hålla vass med ett par tag med en fil och den sätter inte igen (ett löst blad till en mattkniv, använt som en sickel fungerar också bra, liksom ryggsidan av ett bågfilsblad. Flera byggare har sicklat med glasbitar med utmärkt resultat.) Torka rent med en fuktig trasa och fingranska ytan noga. Är den slät kan du gå direkt till tredje och sista epoxylagret. Syns vävens struktur fortfarande blir det kanske nödvändigt med ytterligare en mellanstrykning.
Ojämnheter?
Var försiktig med slipningen om det kommer fram ojämnheter i ytan (beroende på otillräcklig slipning av träytan eller på att väven flutit upp i epoxin). För hård slipning nu innebär att glastrådarna skadas med för alltid synlig väv som följd. Slipa lätt bort toppar och fyll eventuella gropar med epoxi tills du är nöjd. Slipar du ytan jämn finns risk att du slipar bort så många glastrådar att styrkan i väven försämras.
Var uppmärksam på att epoxi ”kopierar” underliggande struktur helt. Det blir alltså aldrig jämnt genom att bara lägga på fler lager epoxi. Det är slipningen som ger jämnhet.
Tredje strykningen
Syftet med det tredje lagret är att ”gjuta in” väven så att den inte ligger i ytan någonstans. Skiktet skall därför vara en jämntjock film. Lämpligt verktyg är en pensel med till hälften avklippta strån, alternativt en roller plus efterslätning med den klippta penseln. Arbeta kraftfullt med långa penseltag. Det är svårt att se om skiktet är jämnt – försök istället lyssna till ljudet från penseln och känna på friktionen. Du kommer på tekniken ganska snart. Blir skiktet för tunt kan det inte självutjämna utan ytan blir matt med synliga penseldrag (är den inte blank och slät efter 10-15 minuter, pensla på lite mer epoxy). Blir det för tjockt rinner det och bildar gardiner (rör inte gardinerna medan epoxin är mjuk – sickla bort dem när epoxyn är halvhärdad).
Lyft av kanoten:
Kajaken: Knacka lätt på formspanten så att de släpper från skrovet. Lyft försiktigt i stävarna - ryck inte.
Kanadensaren: Lossa formspant 6 och stävformarna från byggjiggen och lyft av kanoten. Knacka loss formarna och dra ut dem.
Lägg kanoten rättvänd på ett par bockar med skumplast eller frigolit som skydd för ytan.


